
CBNө¶ҫЯРНәЕИзәОСЎФс
АҙФҙ:www.leco.net.cn ·ўІјКұјд:2016-11-28
CBNө¶ҫЯ»щҙЎЦӘК¶Ј¬УЦёГИзәОСЎФсҫЯМеөДө¶ҫЯЕЖәЕј°РНәЕДШЈҝәЬ¶аТтЛШ¶јУ°ПмЧЕө¶ҫЯЕЖәЕәНРНәЕөДСЎФсЈ¬ө«ЦШТӘөДКЗПИИ·¶ЁCBNө¶ҫЯөДЦчТӘУҰУГЈ¬ХвІЕДЬТэөјСЎФсіцәПККөДө¶ҫЯЕЖәЕЈ¬ЦъБҰЦЖФмТөёЯЛЩЗРПчЈ¬ҪөөНЙъІъіЙұҫЎЈ
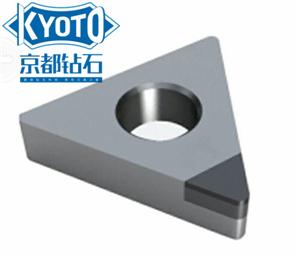
ЈЁ1Ј©КЧПИИ·¶ЁјУ№ӨІДЦККЗ·с·ыәПCBNө¶ҫЯјУ№ӨЈ¬CBNө¶ҫЯЦчТӘјУ№ӨЛДАаІъЖ·ЈәaЈәёЯУІ¶ИЦэМъ/ЦэёЦөДГ«ЕчјюјУ№ӨЈ»bЈәИИҙҰАнәуөДёЯУІ¶ИёЦјюЈЁҙг»рёЦЈ©өДјУ№ӨЈ»cЈәЖХНЁ»ТЦэМъ/ЗтД«ЦэМъјюөДјУ№ӨЈ»dЈәЖдЛыДСјУ№ӨІДБПЈ¬Из·ЫД©ТұҪрЎўёЯОВәПҪрЈ¬РЮёҙәуөДёЯУІ¶И№ӨјюөДјУ№ӨЈ¬ёщҫЭІ»Н¬ІДЦКСЎФсө¶ҫЯЕЖәЕЎЈ
ЈЁ2Ј©И·¶ЁәГІДЦКЦ®әуИ·¶ЁјУ№ӨУаБҝЈ¬И·¶Ёө¶ҫЯөДҪб№№РОКҪЈ¬ИзУаБҝҙуУЪ1mmЈ¬ФтСЎФсХыМеҫЫҫ§CBNө¶ҫЯЈ¬ИзУаБҝРЎУЪ1mmЈ¬ФтСЎФсПвЗ¶КҪ»тёҙәПКҪCBNө¶ҫЯЎЈ
ЈЁ3Ј©Ц®әуИ·¶ЁјУ№ӨІҝО»Ј¬СЎФсіөө¶ҪЗ¶ИәНө¶Ж¬РОЧҙЈ¬aЈәҝН»§Ц®З°ІЙУГөДҫНКЗ»ъјРө¶Ж¬Ј¬СЎФсПвЗ¶КҪ»тёҙәПКҪCBNө¶ҫЯЈ¬І»РиТӘёь»»ө¶Ж¬РНәЕЈ¬ө¶Ж¬РНәЕ¶јКЗ№ъұкРНәЕЈ¬ҝН»§ЦұҪУ№әВтCBNІДЦКөДө¶Ж¬јҙҝЙ°ІЧ°К№УГЈ»bЈәҙЦјУ№ӨРиТӘУГХыМеҫЫҫ§CBNө¶ҫЯКұЈ¬РиЕдұёЧЁУГө¶ёЛЈ¬ИзјУ№Ө¶ЛГжЈ¬НвФІЈ¬Т»°г45ЎгЈ¬75ЎгЈ¬95Ўгө¶ёЛҫщҝЙК№УГЈ¬ө¶Ж¬РНәЕҝЙЕдұё·ҪРОө¶Ж¬Ј¬БвРОө¶Ж¬Ј¬ФІРНө¶Ж¬Ј¬јУ№ӨДЪҝЧТ»°гСЎФс75ЎгЈ¬95Ўгө¶ёЛЈ¬·ЦұрЕдұё·ҪРОө¶Ж¬әНБвРОө¶Ж¬ЎЈ
ЈЁ4Ј©ёщҫЭјУ№ӨУаБҝЈ¬»ъҙІёХРФЈ¬СЎФсө¶ёЛө¶·ҪЈ¬ХвёцРиТӘҝН»§ЧФјәИ·¶ЁЈ¬ө¶ёЛө¶·ҪіЈјыөДУР20mm*20mmЈ¬25mm*25mmЈ¬32mm*32mmЈ¬40mm*40mmЈ¬»№ҝЙ¶ЁЦЖЎЈёщҫЭө¶ёЛө¶·ҪәНө¶ёЛҪЗ¶ИИ·¶ЁҫЯМеө¶Ж¬РНәЕЈ¬Из№ыҝН»§Чг№»БЛҪвІъЖ·Ј¬ТІҝЙЧФјә№ж¶Ёө¶Ж¬РНәЕЈ¬І»№эҫЎБҝәНө¶ҫЯ№ӨіМКҰ№өНЁЦ®әуИ·¶ЁГ»ОКМвәуФЩК№УГЎЈ
ЈЁ1Ј©КЧПИИ·¶ЁјУ№ӨІДЦККЗ·с·ыәПCBNө¶ҫЯјУ№ӨЈ¬CBNө¶ҫЯЦчТӘјУ№ӨЛДАаІъЖ·ЈәaЈәёЯУІ¶ИЦэМъ/ЦэёЦөДГ«ЕчјюјУ№ӨЈ»bЈәИИҙҰАнәуөДёЯУІ¶ИёЦјюЈЁҙг»рёЦЈ©өДјУ№ӨЈ»cЈәЖХНЁ»ТЦэМъ/ЗтД«ЦэМъјюөДјУ№ӨЈ»dЈәЖдЛыДСјУ№ӨІДБПЈ¬Из·ЫД©ТұҪрЎўёЯОВәПҪрЈ¬РЮёҙәуөДёЯУІ¶И№ӨјюөДјУ№ӨЈ¬ёщҫЭІ»Н¬ІДЦКСЎФсө¶ҫЯЕЖәЕЎЈ
ЈЁ2Ј©И·¶ЁәГІДЦКЦ®әуИ·¶ЁјУ№ӨУаБҝЈ¬И·¶Ёө¶ҫЯөДҪб№№РОКҪЈ¬ИзУаБҝҙуУЪ1mmЈ¬ФтСЎФсХыМеҫЫҫ§CBNө¶ҫЯЈ¬ИзУаБҝРЎУЪ1mmЈ¬ФтСЎФсПвЗ¶КҪ»тёҙәПКҪCBNө¶ҫЯЎЈ
ЈЁ3Ј©Ц®әуИ·¶ЁјУ№ӨІҝО»Ј¬СЎФсіөө¶ҪЗ¶ИәНө¶Ж¬РОЧҙЈ¬aЈәҝН»§Ц®З°ІЙУГөДҫНКЗ»ъјРө¶Ж¬Ј¬СЎФсПвЗ¶КҪ»тёҙәПКҪCBNө¶ҫЯЈ¬І»РиТӘёь»»ө¶Ж¬РНәЕЈ¬ө¶Ж¬РНәЕ¶јКЗ№ъұкРНәЕЈ¬ҝН»§ЦұҪУ№әВтCBNІДЦКөДө¶Ж¬јҙҝЙ°ІЧ°К№УГЈ»bЈәҙЦјУ№ӨРиТӘУГХыМеҫЫҫ§CBNө¶ҫЯКұЈ¬РиЕдұёЧЁУГө¶ёЛЈ¬ИзјУ№Ө¶ЛГжЈ¬НвФІЈ¬Т»°г45ЎгЈ¬75ЎгЈ¬95Ўгө¶ёЛҫщҝЙК№УГЈ¬ө¶Ж¬РНәЕҝЙЕдұё·ҪРОө¶Ж¬Ј¬БвРОө¶Ж¬Ј¬ФІРНө¶Ж¬Ј¬јУ№ӨДЪҝЧТ»°гСЎФс75ЎгЈ¬95Ўгө¶ёЛЈ¬·ЦұрЕдұё·ҪРОө¶Ж¬әНБвРОө¶Ж¬ЎЈ
ЈЁ4Ј©ёщҫЭјУ№ӨУаБҝЈ¬»ъҙІёХРФЈ¬СЎФсө¶ёЛө¶·ҪЈ¬ХвёцРиТӘҝН»§ЧФјәИ·¶ЁЈ¬ө¶ёЛө¶·ҪіЈјыөДУР20mm*20mmЈ¬25mm*25mmЈ¬32mm*32mmЈ¬40mm*40mmЈ¬»№ҝЙ¶ЁЦЖЎЈёщҫЭө¶ёЛө¶·ҪәНө¶ёЛҪЗ¶ИИ·¶ЁҫЯМеө¶Ж¬РНәЕЈ¬Из№ыҝН»§Чг№»БЛҪвІъЖ·Ј¬ТІҝЙЧФјә№ж¶Ёө¶Ж¬РНәЕЈ¬І»№эҫЎБҝәНө¶ҫЯ№ӨіМКҰ№өНЁЦ®әуИ·¶ЁГ»ОКМвәуФЩК№УГЎЈ
ПВТ»МхЈәCBNө¶ҫЯҪйЙЬ
Па№ШұкЗ©Јәpcdі¬УІө¶ҫЯ